


室内单梁航吊框架加固7
发表时间:2020-12-06 14:20 一、主梁生产制造加工工艺 1.开料 主梁用冷轧工型钢生产制造而成,号料前要确保原材料的规格型号和型号规格的准确性,为确保工型钢上的挠度,要加放L/1000的容量,长短不够时能够开展连接,但连接头不可以在梁的正中间。
2.预制构件上挠度 预制构件上挠度的标值能够选用拉不锈钢丝的方式精确测量,若挠度与技术性不符合,则能够选用火苗加温的方式开展纠正,二次加温时要绕开原来加温的部位,主梁不允许旁弯或歪曲等不正当性形变,形变超出要求标值时,理应给予纠正。
二、副梁生产制造加工工艺 副梁由二根槽钢和连接板连接而成,槽钢和连接板都务必合乎规格型号,把连接板安装在槽钢精确的部位上并电焊焊接,最终安裝两边的连板。
三、端梁的生产制造加工工艺 端梁关键由槽钢和连接板组成,槽钢和连接板在生产制造时务必合乎规格型号。端梁的两边走轮处理应维持竖直,防止出現卡轨状况。
四、栏杆的生产制造加工工艺 栏杆为排架结构,由角铁组装而成,其上挠度与主梁同样。
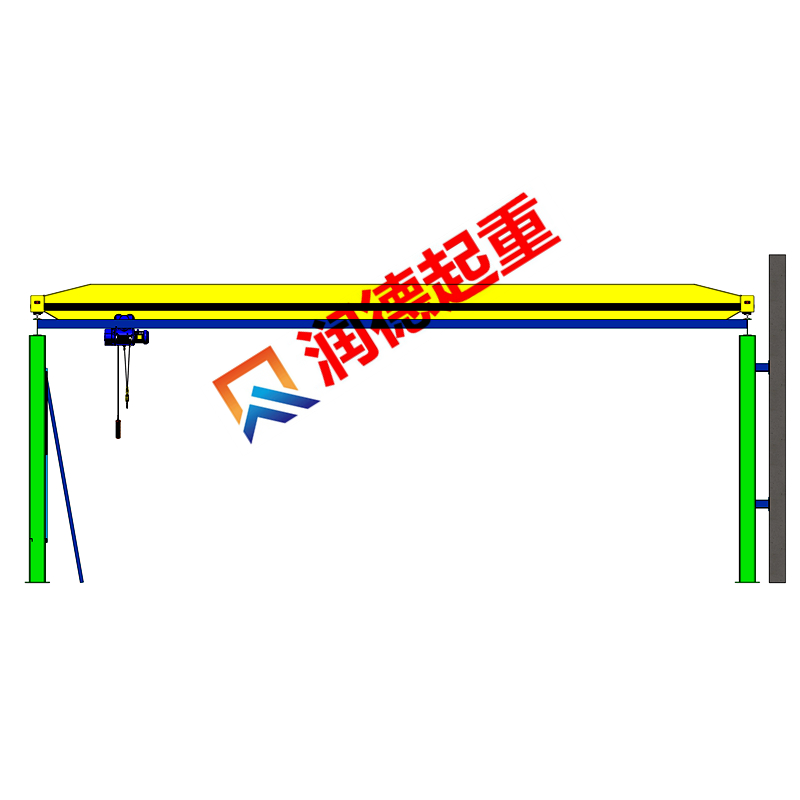
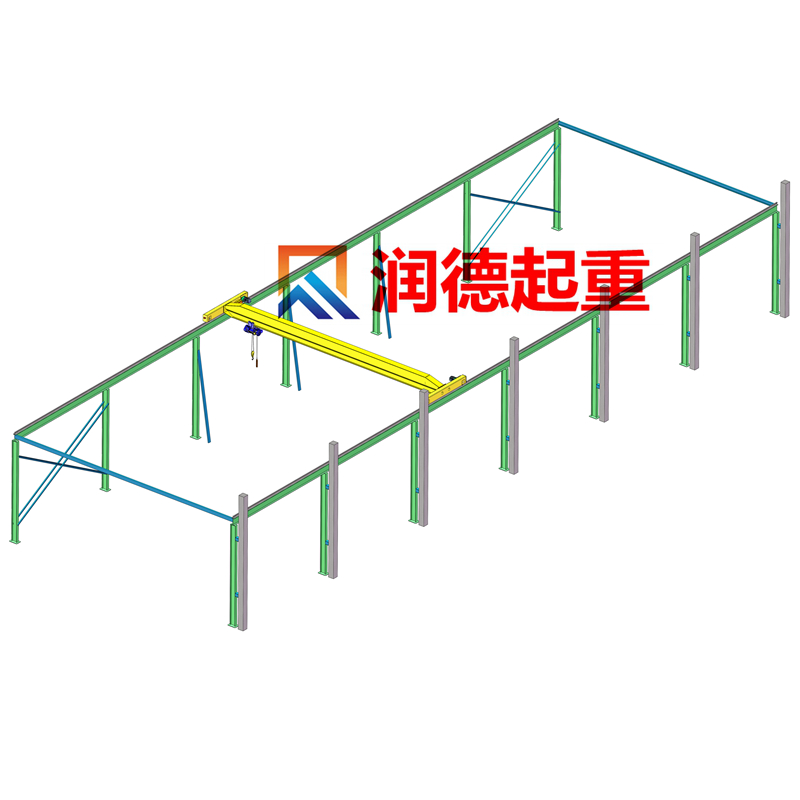
五、装配工艺加工工艺 主梁与端梁开展安装时,先将其闲置再用挤出机螺杆的可调式橡胶支座上,运用水准仪开展校准调整。用支撑杆焊接固定不动,在这里全过程时要维持端梁与主梁竖直,接着装上、下连接板,并且用精准定位焊精准定位。 栏杆安装时先划到栏杆和主梁的中线,再将栏杆放进搁物架上,审校高矮和竖直部位,最终精准定位焊精准定位。 安装副梁时按安装部位线,先安裝副梁支撑及正中间副梁,后装两边的斜形副梁,最终应用精准定位焊。
最终是开展装配工艺以后的电焊焊接,在电焊焊接的全过程中理应留意电焊焊接的次序,先焊连接板焊缝,再焊直撑焊缝,先后是抛撑焊缝和副梁支撑架焊缝、副梁与主梁的连接焊缝。各支撑杆与主梁的连接焊缝应待检测后再焊。
|



主标题一 主标题二 主标题三 |